生産現場では多くの生産設備が稼働しており、これら設備の故障や突発的な停止は工場全体の生産性に大きく影響を 与えます。設備故障による生産ラインの停止や不良品の発生を未然に防ぐには、設備診断による予防保全や予兆保全が 重要です。当社では、これまで培ったノウハウをベースに、IoTを活用した「止まらない生産現場への第一歩」を支援します。
設備監視
ソリューション
お客様の「何とかしたい」におこたえします
- 経営者
-
- 止まらない生産ライン・設備を構築し、ロスの発生を抑えたい
- 人手不足もあり、人に頼らず故障の予兆が把握できるシステムを導入したい
- 設備保全に関係するコストを最小限に抑えたい
- 担当者
-
- 主要な設備・機器の稼働実績やラインの停止記録を自動で収集したい
- 突発的な異常の発生を早期に把握したい
- ライン停止の要因を分析し、改善活動につなげたい
ソリューション概要
- 自社開発のパッケージソフトウェアをベースに、お客様の要望・システム環境に応じたソリューションを提供します。
- 設備からのデータ収集は、堅牢性・長寿命・高性能の三菱電機製MELSECシーケンサを採用。
- 稼働管理、MES(製造実行システム)への機能拡張や、上位ERPなど他システムなどとの連携も行えます。
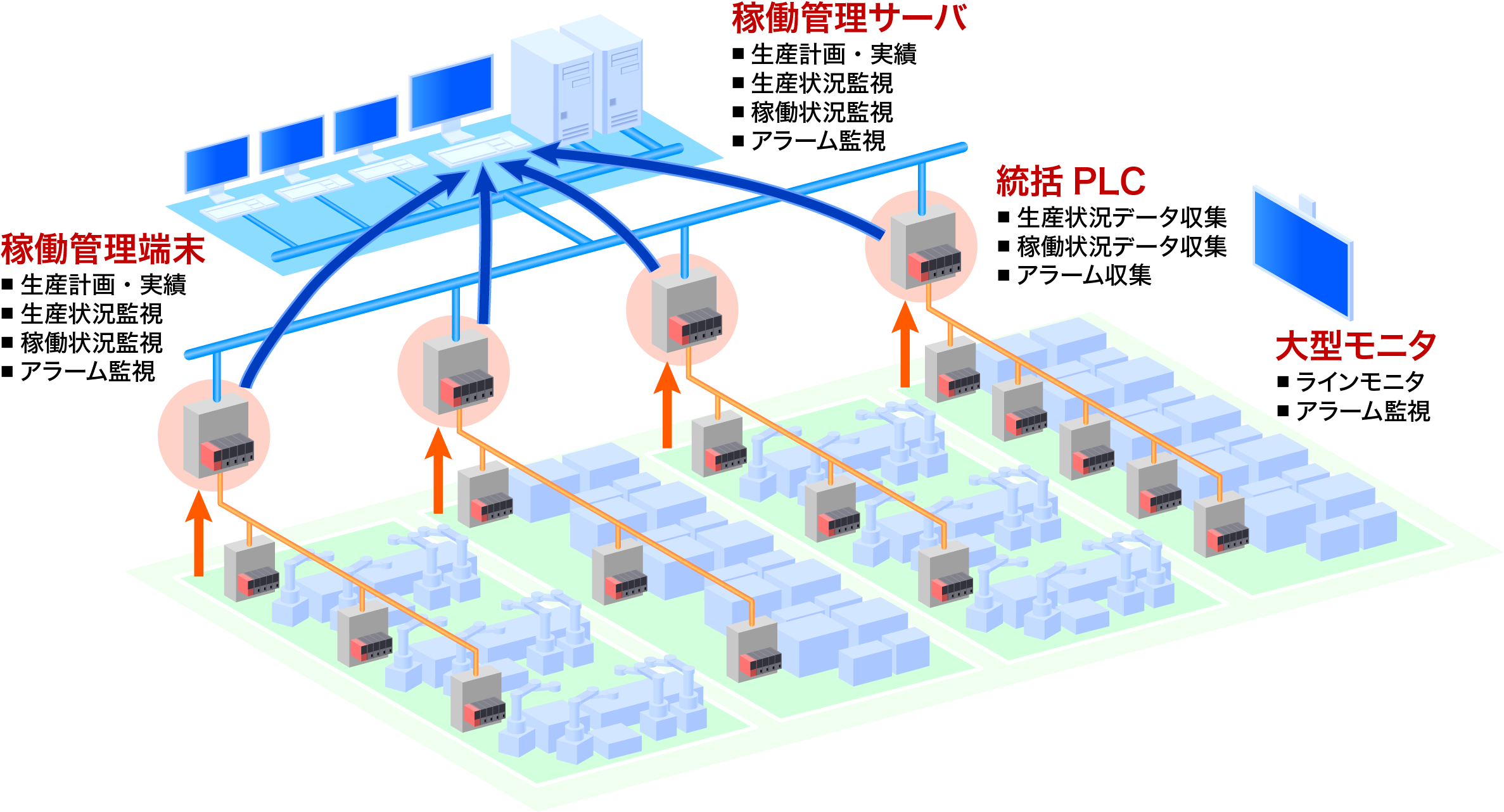
システム概要
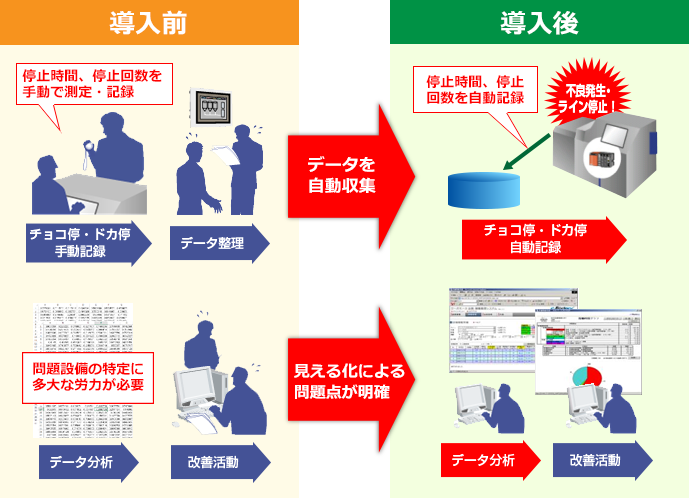
装置の部品単位でのデータを収集し、集計・分析することで、装置故障や製品不良を未然に防止するシステムを導入します。 シリンダの動作回数や動作時間、モータの振動計測を行い装置の経年劣化や装置状態の変化を検知し、アラーム発報を行います。
設備予兆監視システム
装置の部品単位でのデータを収集し、集計・分析することで、装置故障や製品不良を未然に防止するシステムを導入します
シリンダの動作回数や動作時間、モータの振動計測を行い装置の経年劣化や装置状態の変化を検知し、アラーム発報を行います

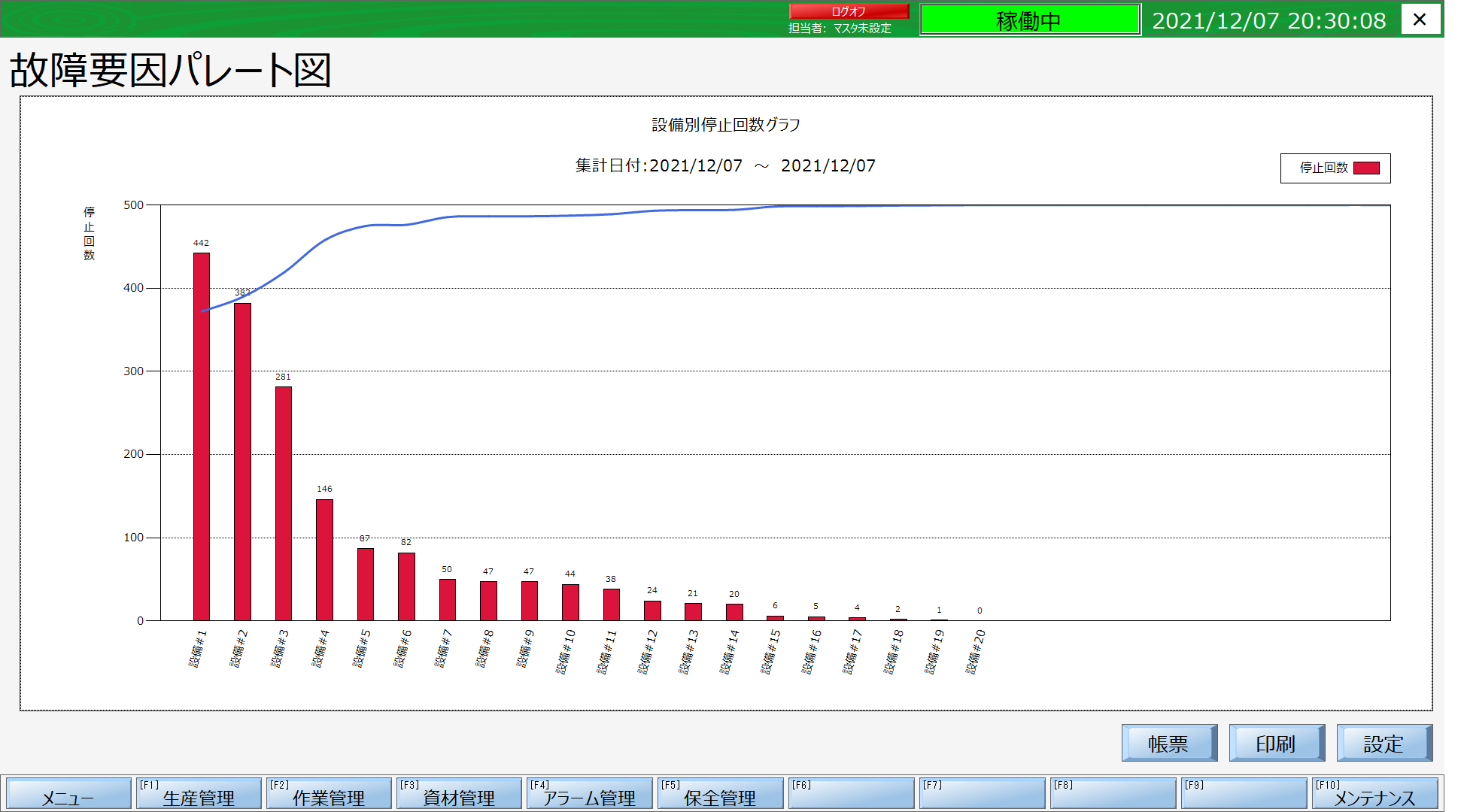
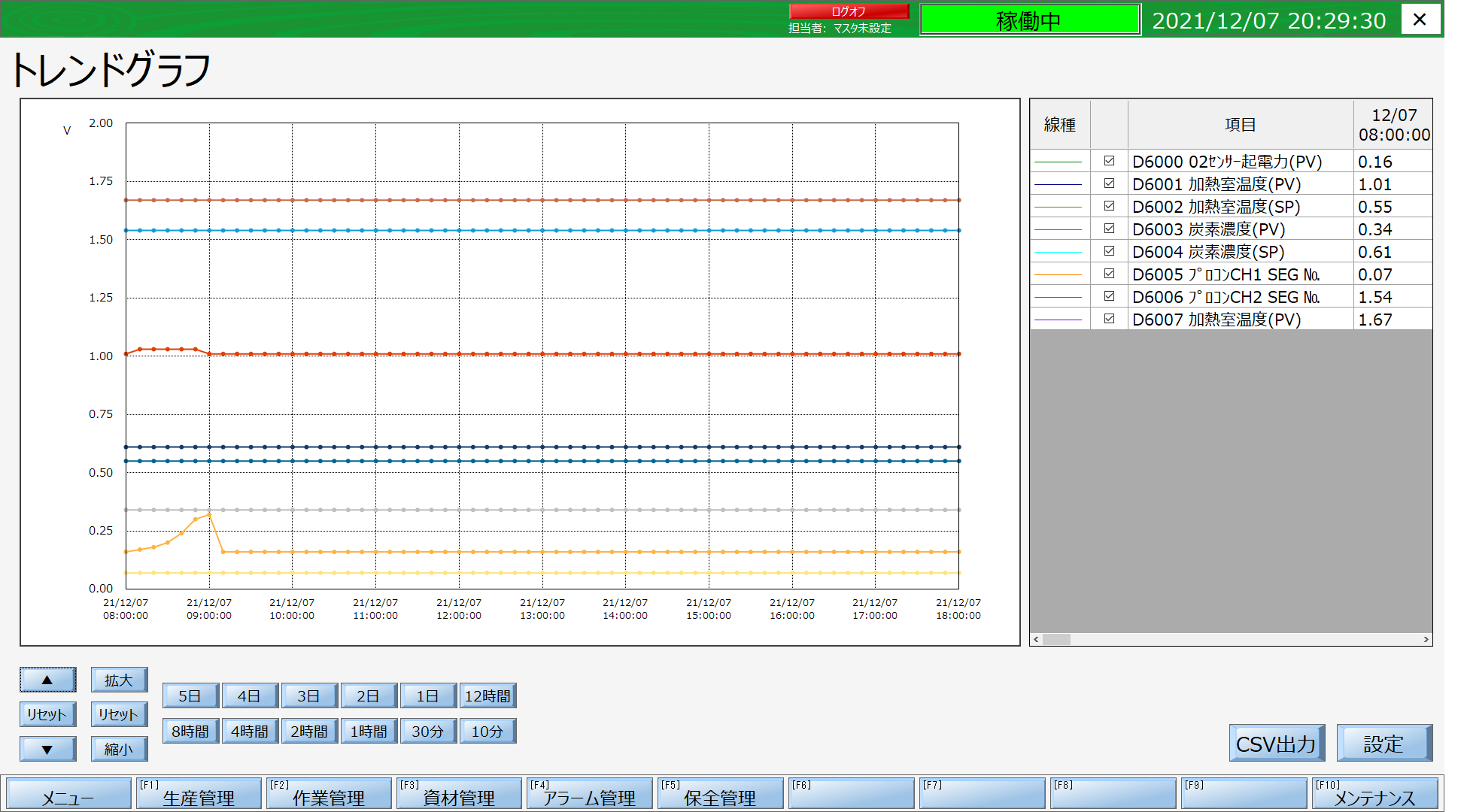
故障要因パレート図/トレンドグラフ
設備の故障要因別に「時間」「回数」をグラフ化し、停止の重点管理対象を洗い出すことができます
パレート図は、故障要因・稼働率など多くの項目を対象とし、ボトルネックとなる設備・故障要因の分析に有効です
各設備から収集した計測データをトレンドグラフとして表示します
グラフ表示項目はカスタマイズできるので、計測データ間の相互関係の分析ができます


2つの診える化で
予兆診断/状態監視
予兆診断/状態監視
生産現場には多種多様な設備があります。
当社では、2つの診える化で「設備の異常の予兆を捉えた初期異常や異変の検知」、「設備の状態監視で異常の早期発見」し、お客様の生産現場のダウンタイムを削減します。
2つの診える化
多種多様な設備に最適なデータの収集、集計、分析することで、設備の異常をいち早く把握することが、止まらない生産現場への第一歩です。
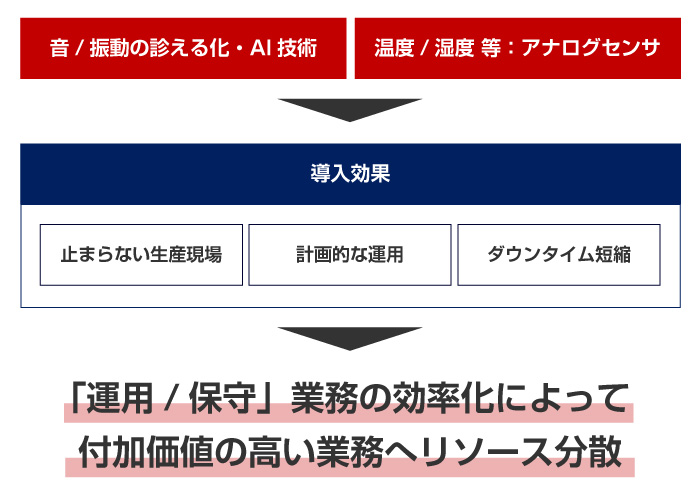
音/振動の診える化・AI技術
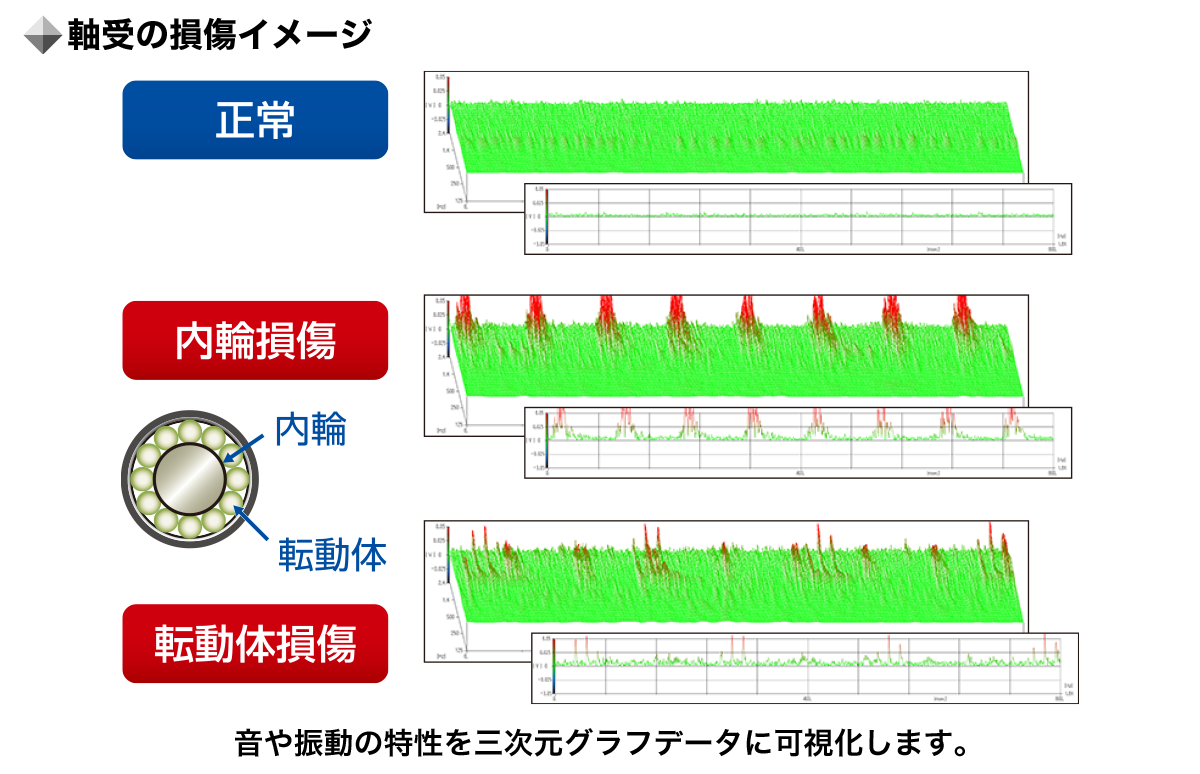
音響・振動診断システム「VisibleWave」により、設備から発生する音や振動を三次元データで見える化します。
その変化傾向を三菱電機(株)のAI技術 「Maisart」によって自動判定処理で判定閾値の設定を効率化することができます。
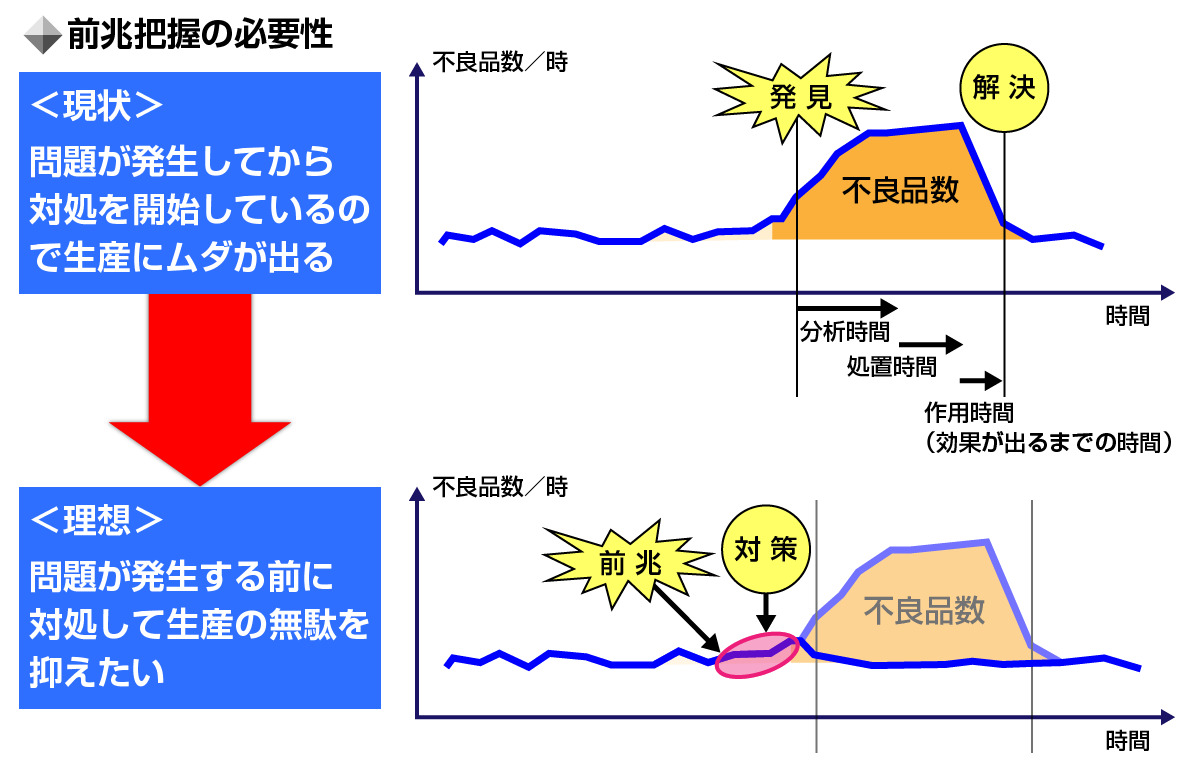
音や振動の『見える化』により、前兆を捉えて問題発生の未然防止
トラブルの芽の段階で前兆を捉え、対処することで、生産の“ブレ”予防することができます。
■製品紹介動画
AIによる閾値判定の自動化
定量的に算出することの難しい判定基準を三菱電機(株)のAI技術「Maisart」で自動判定できます。
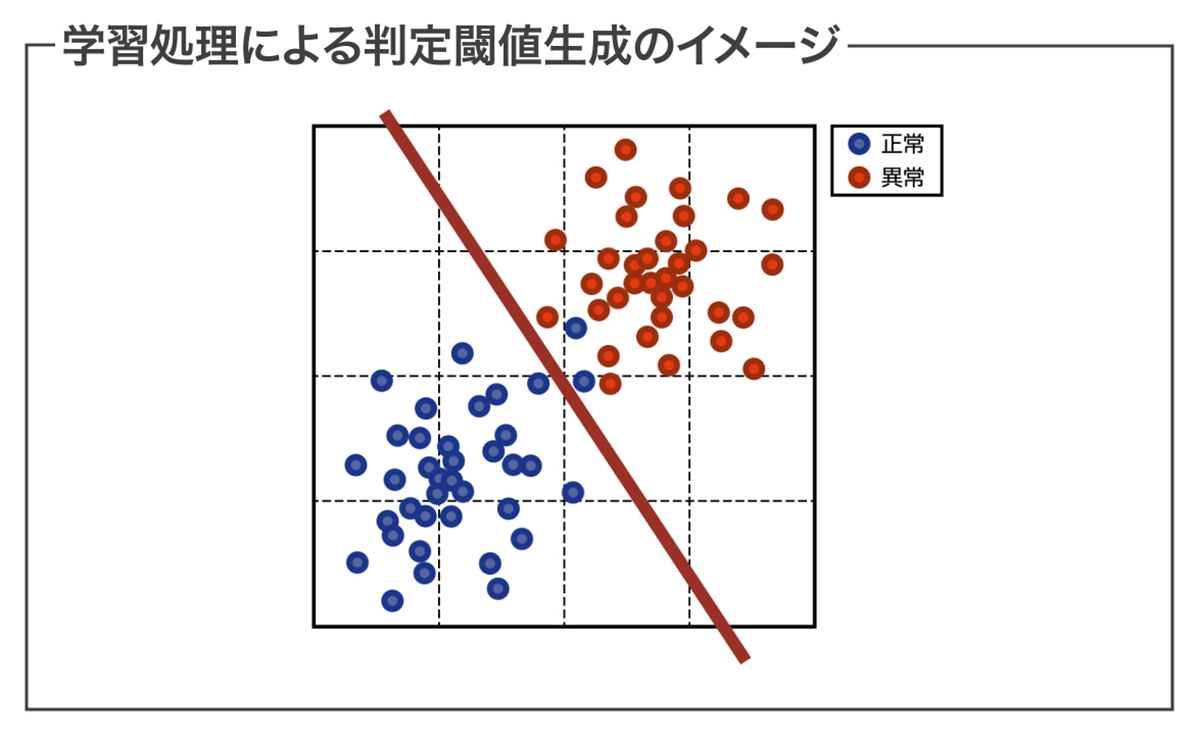
VisibleWaveで可視化処理により抽出した結果をAIで自動判定。
「線型判別分析」だけではなく「MT法」「主成分分析」などにも対応しています。
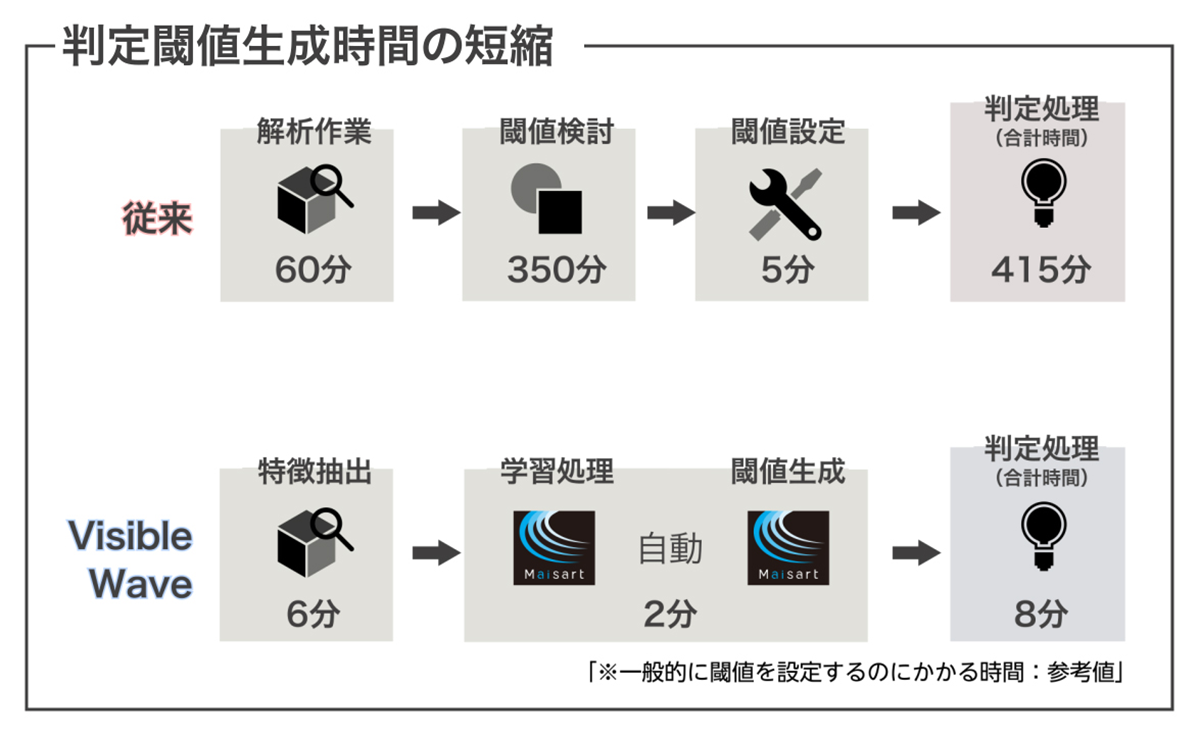
AI自動判定で、ヒトによる判定閾値の生成にかかっていた工数を大幅に短縮し、作業者の負担を軽減できます。
大容量モータ(軸受)の状態監視事例
●課題
- 熟練工の経験と感による異常検知(作業者依存)
- 技術伝承ができないとメンテナンスが遅れ設備故障が発生
●実現したいこと
- 判定基準、検査データの定量化したい(作業者依存からの脱却)
- オーバメンテナンス→最適な時期/内容でメンテナンス
●解決
- 加速度ピックアップを軸受外部に取付け振動を計測
→周波数1.8KHzの振動成分で軸受の異常を検出 - 人による定量的な算出が難しい判定基準を「 Maisart 」で自動判定( 判定閾値生成時間を約95%削減 )
温度/湿度 等の
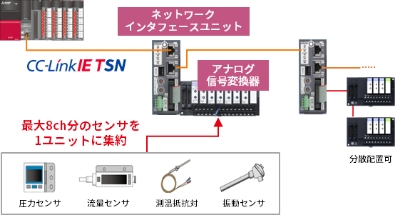
アナログセンサ情報を診える化
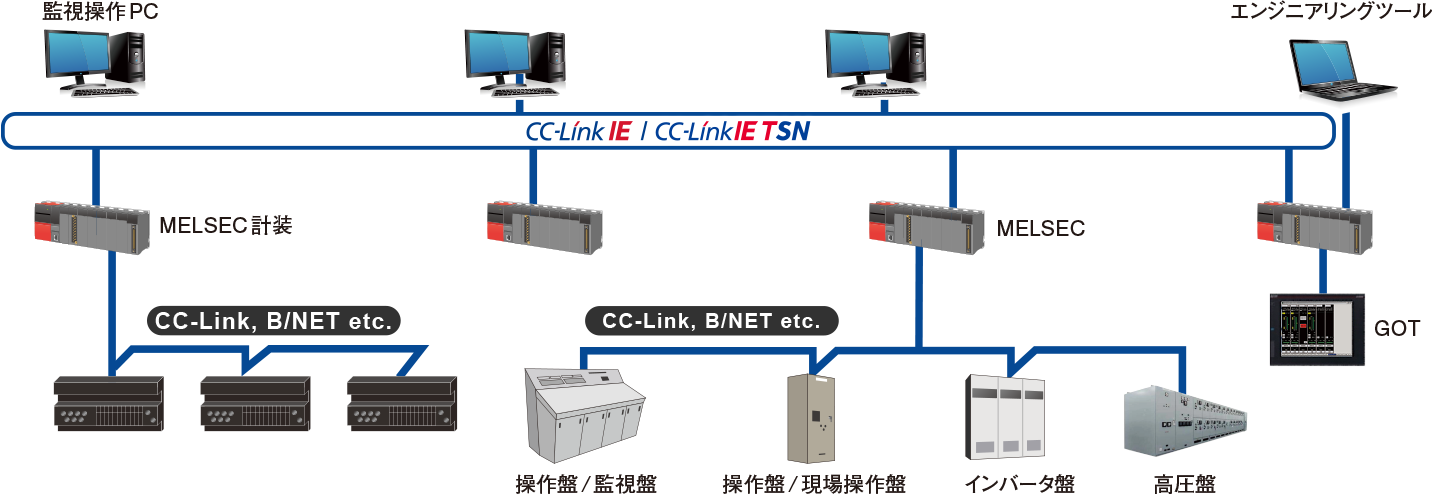
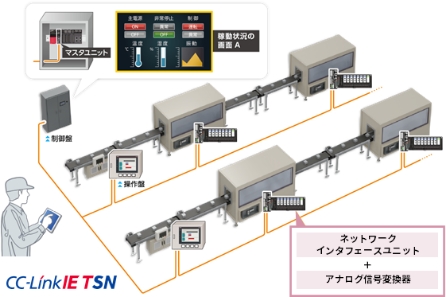
IoT化の第一歩である「設備の状態の見える化」を実現するために、製造ラインに点在する多種多様な入出力デバイス群(センサ)の情報をネットワークイン経由で集約することで、遠隔監視はもちろん、デバイス端末からでもチェックすることができます。
■構成イメージ
■製品紹介動画
デバイス情報の一元管理
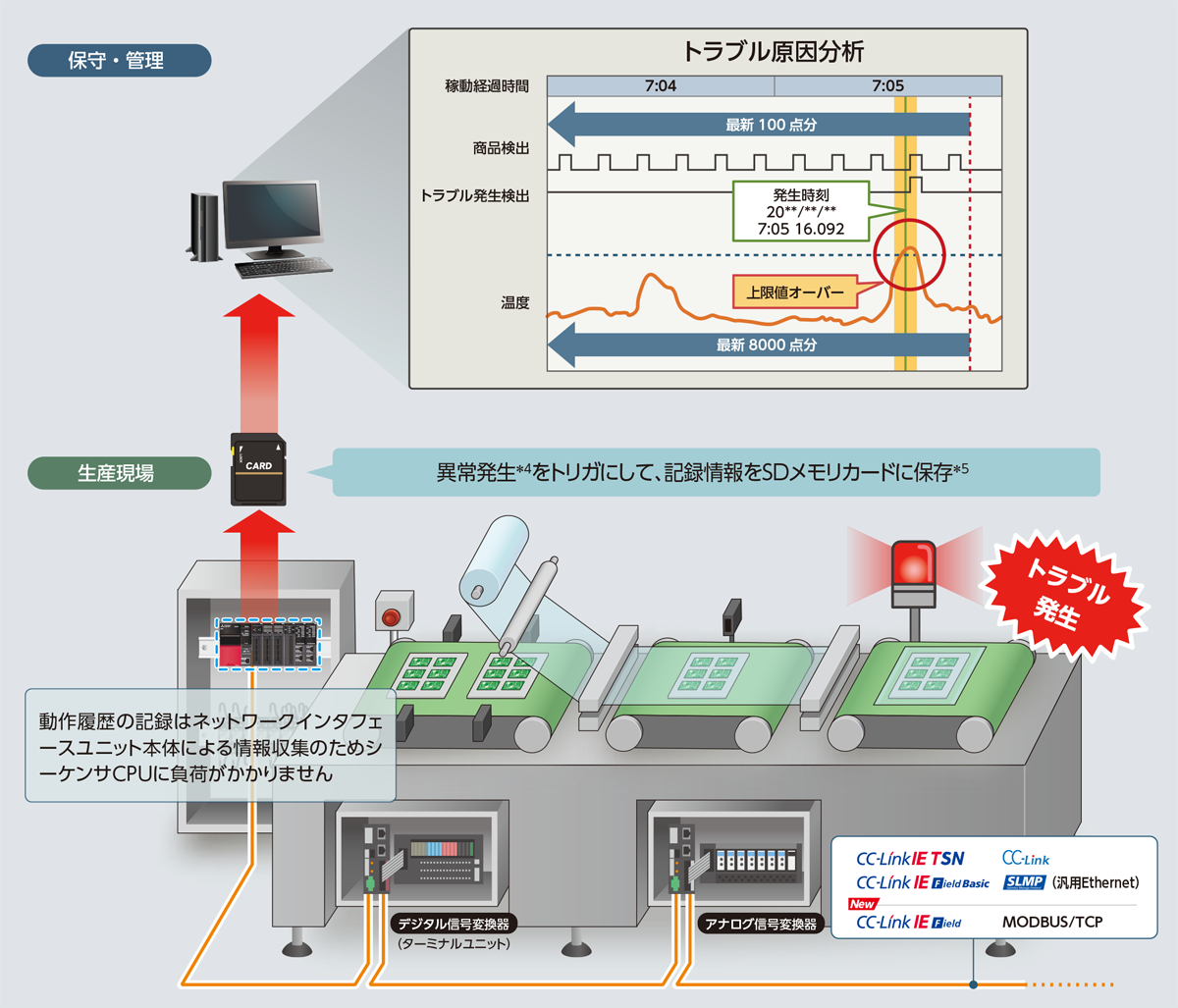
製造ラインに点在する各種センサの情報をネットワーク経由で上位階層とデバイス群の情報をつなぎ、生産現場の稼動データを収集・蓄積・可視化・分析し、デバイス群を制御できます。
温度センサによる生産ラインの状態監視事例
●課題
一日に何度もラインに点在するセンサを目視チェック
●実現したいこと
- センサ情報の一元管理で人的リソースの最適化
- ロギングで設備異常の「分析」「対策」「予兆検知」
●解決
- アナログ信号変換器のネットワーク接続でセンサ情報を一元管理
- 設備異常の予兆を検知し稼動停止を未然に防止
- ヒューマンエラーによる手戻りゼロ
- GOT Mobileによりタブレット端末でリアルタイム監視
- GENESIS64™の画面設計まで対応が可能
設備監視ソリューションに
関連する製品
-
- SCADAエンジニアリング /
見える化システム -
汎用SCADAをベースに生産現場の様々なデータを収集し、監視や改善活動へ繋げる「見える化」をお手伝いします。
詳細を見る - SCADAエンジニアリング /
-
- MES(製造実行システム)ソリューション
-
技術の属人化の問題を見える化、システム化、自動化することで解決し、スマートファクトリー化を支援します。
詳細を見る -
- 稼働管理ソリューション
-
生産現場の稼働状況と計画・スケジュールとのギャップを把握し、ボトルネックの解消に繋げるソリューションをご提供します。
詳細を見る -
- リニューアルソリューション(機器/設備更新)
-
既存設備・生産ラインを安定してお使いいただくために、計画的な更新、機器更新でスマート工場化もサポートします。
詳細を見る -
- 音響・振動診断システムVisibleWave
-
「音や振動は目で見えない」と思っていませんか?
目に見えない音や振動の見える化により、お客様の音や振動に対する課題の解決を支援します。
詳細を見る
